![]()



Realizar aseo en toda el área de retorno para destrabar los polines que se encuentren trabados únicamente por la acumulación de material. (Aviso 15042455)
1. Luego del aseo en la zona de polines de retorno, realizar el cambio de los polines a medida que vayan siendo descubiertos durante el proceso de limpieza, cambiando aquellos que evidencien un desgaste recto o que tengan filo.
2. Programar el cambio de polines de carga e instalar polines de impacto en su reemplazo.
![]()



Retirar las protecciones laterales y realizar la limpieza en todo el sector de polines de retorno, desde la culata hacia la descarga.
Programar la mantención de los raspadores primario y secundario para disminuir la cantidad de material acumulado en el retorno.
![]()
Mantener en observación segun ruta de inspección.
Programar el cambio de la polea.
![]()


Cubrir con polímero el desgaste con núcleo textil expuesto, priorizando el empalme y el surco en el desarrollo del lado centro-derecho. (Aviso15042458)
Programar cambio de cinta con empalme vulcanizado en caliente. (aviso 15042464)
![]()

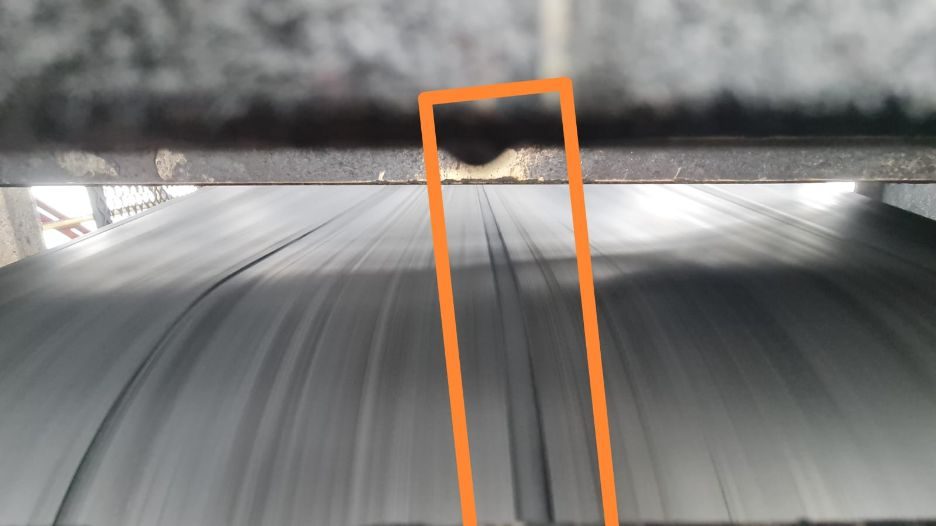
Mantener monitoreo cada 4 días del polín.
Realizar cambio de polines por alta probabilidad de cambiar la condición a partido.
![]()


Ajustar raspador primario.
Ajustar raspador primario.
![]()

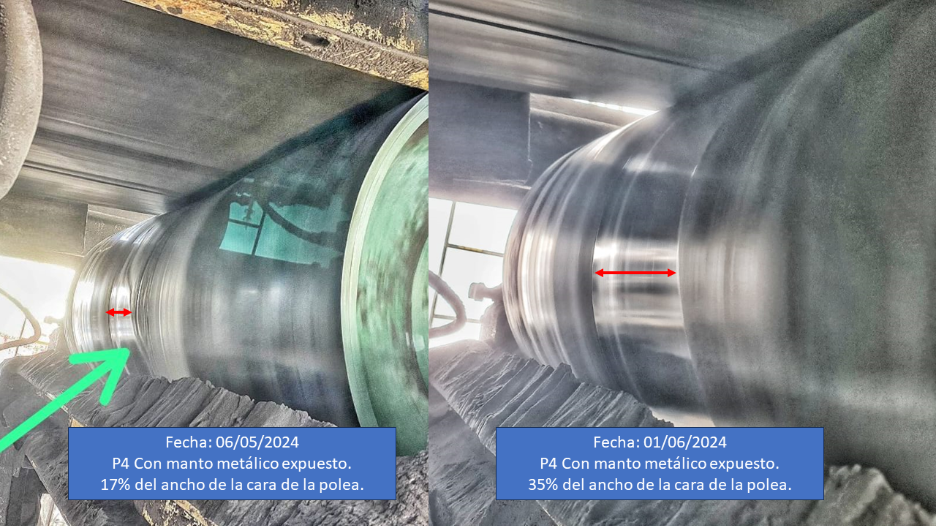
Realizar la inspección en un plazo máximo de 15 días.
Realizar Medición de espesores “END” con el fin de determinar la proyección de vida útil del revestimiento de la polea.
![]()

Ajustar guarderas, dejando una separación maximo 0,2mm.
Realizar el cambio de goma simple a Guarderas a doble labio.
![]()

Realizar la inspección en un plazo máximo de 15 días.
Realizar Medición de espesores “END” con el fin de determinar la proyección de vida útil del revestimiento de la polea.
![]()


Realizar la inspección en un plazo máximo de 15 días.
Realizar Medición de espesores “END” con el fin de determinar la proyección de vida útil del revestimiento de la polea.
![]()


Realizar inspección minimo cada 28 días.
Realizar lRealizar Medición de espesores “END” con el fin de determinar la proyección de vida útil del revestimiento de la polea.
![]()

Mantener en observación según la ruta de inspección establecida.
Realizar una medición del espesor al revestimiento de la polea para estimar el tiempo de vida útil del mismo y determinar qué tan próximo está al manto metálico.
INFORMES PDF
 Cargando…
Cargando…
Cargando…
Cargando…