![]()


Realizar inspección según plan motriz.
Cambio de polea
![]()

Realizar inspección según plan motriz.
Cambio de polea.
![]()


Realizar ajuste de goma de guardera
Realizar el cambio de goma de guarderas.
![]()

Cambio de polea.
Cambio de polea.
![]()

Instalar plancha de 8mm.
Instalar placa de desgaste dentro del buzon.
![]()

Ajuste de limpiador para aumentar su eficiencia y evitar filtración de material .
Programar la instalación de hoja nueva para raspador terciario.
![]()



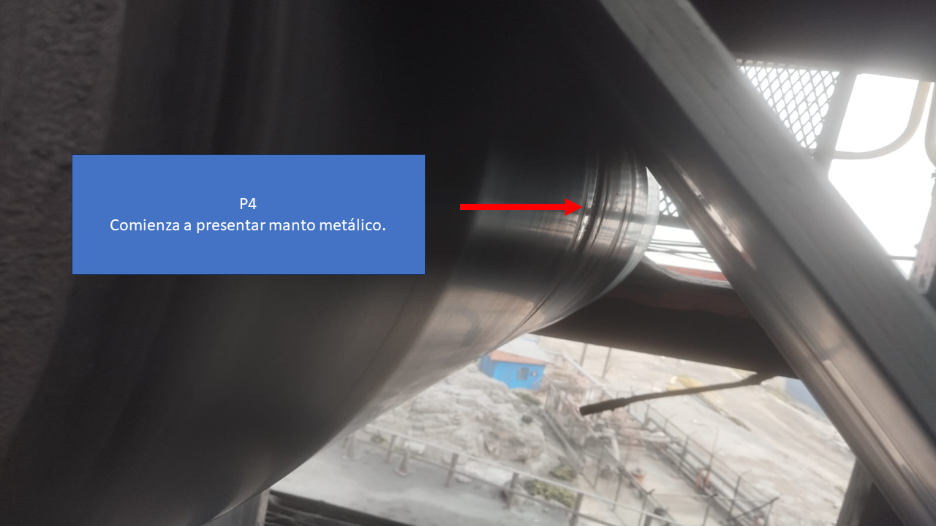
Realizar inspección de acuerdo al plan matriz.
Realizar Medición de espesores “END” con el fin de determinar la proyección de vida útil de la cinta, tasa de desgaste.
![]()

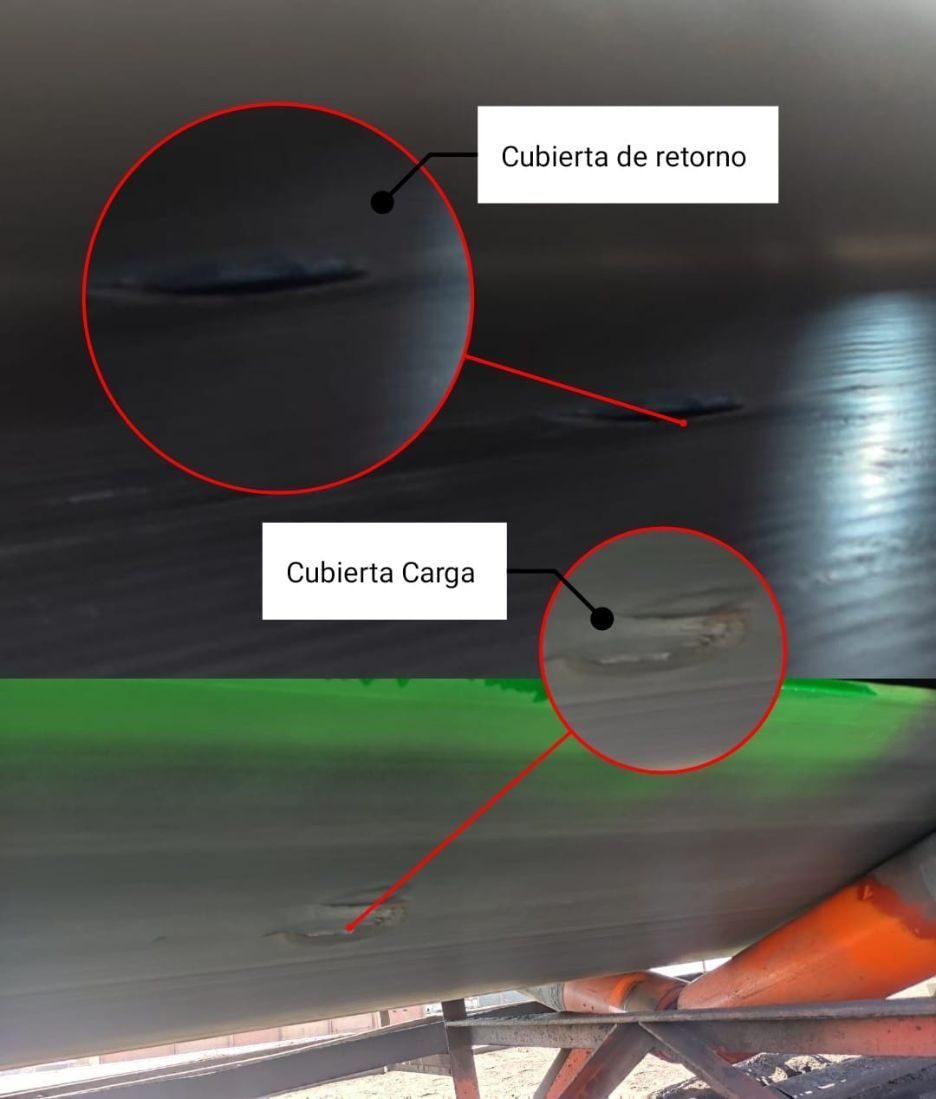
Mantener inspección semanal.
Realizar Medición de espesores “END” para determinar la tasa de desgaste.
![]()


Realizar la inspección en un plazo máximo de 28 días.
Realizar inspección según plan motriz.
![]()

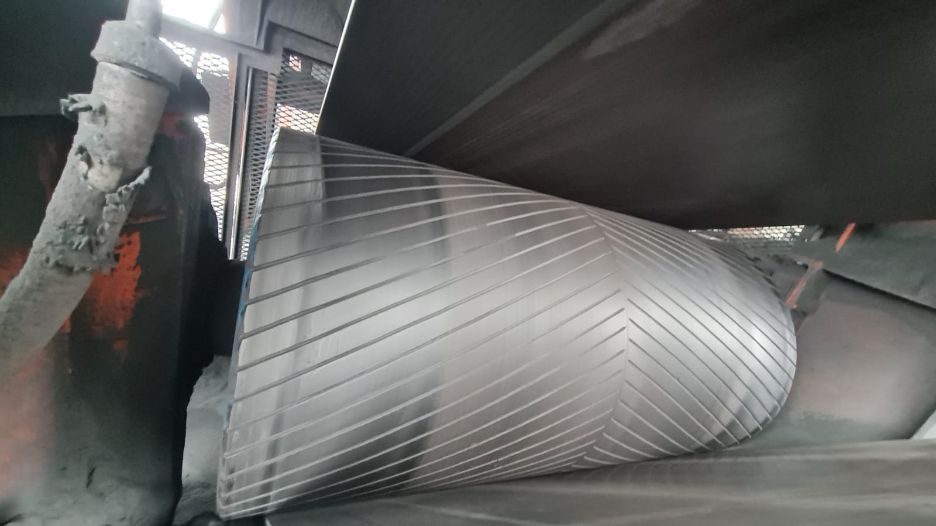
Cambio de polea.
Cambio de polea.
![]()


Cambio de polines con criticidad ALTA y MUY ALTA.
Cambio de polines con criticidad BAJA y MEDIA.
![]()


Realizar inspección según plan motriz.
Realizar inspección según plan motriz.
![]()

Realizar inspección de acuerdo al plan matriz.
Realizar Medición de espesores “END” con el fin de determinar la proyección de vida útil de la cinta transportadora.
![]()
Inspección según plan motriz.
Inspección según plan motriz.
![]()

Inspección según plan motriz.
Inspección según plan motriz.
![]()
Inspección según plan motriz.
Inspección según plan motriz.